roughing end mill depth of cut
Due to variable spacing of flutes combined with the NR roughing profile vibrations cutting forces are minimized and metal removal rates are maximized. 2 Flute End Mills Slot drills.

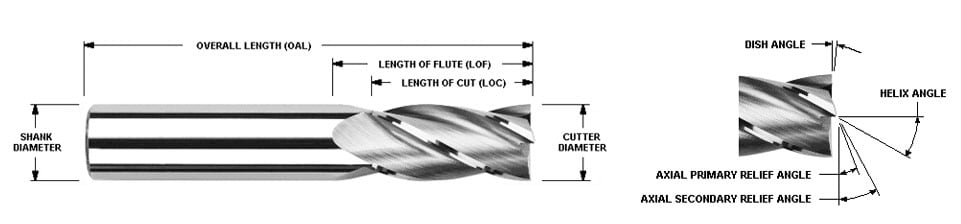
The Anatomy Of An End Mill
Their extreme hardness means they are brittle so a highly rigid setup such as a CNC machine is necessary to prevent the end mill from.

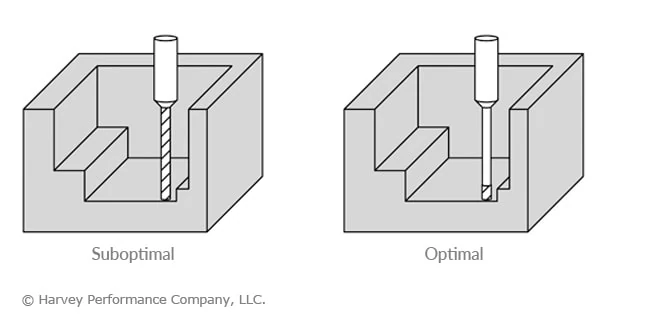
. Choose an end mill length while keeping in mind that the shortest lengths will provide the most rigidity. HP Roughing Multi-Cut end mills are specifically designed for high-performance roughing operations. Now choose the right surface feet per minute SFM or surface meters per minute SMM Use the SFM and the diameter of the mill to calculate the RPM of your machine.
They are used for deep slotting or heavy side cuts and require less power than conventional end mills. So if I am cutting a 38 slot I do my setup and cut the slot first with a 14 end mill. Up to 16 cash back Reduce your cutting forces by reducing speed andor feed or axial andor radial depth of cut Increase your systems rigidity by changing over to a stub length end mill or improving your workpiece fixturing Change geometry - use an end mill with variable flute spacing or a small circular margin Poor surface finish.
Use the RPM IPT CLF and the number of flutes to calculate the feed rate or IPM. If you are asking about maximum axial depth ap It would be my rule of thumb 15 X the end mills diameter for a conventional profile cut 1 X diameter if tool is fully engaged. Carbide Square End Mills.
Ideal for machining high alloyed steels titanium alloys and cast alloys. Form-relieved edges stay constant and can be. For use on wood and aluminium.
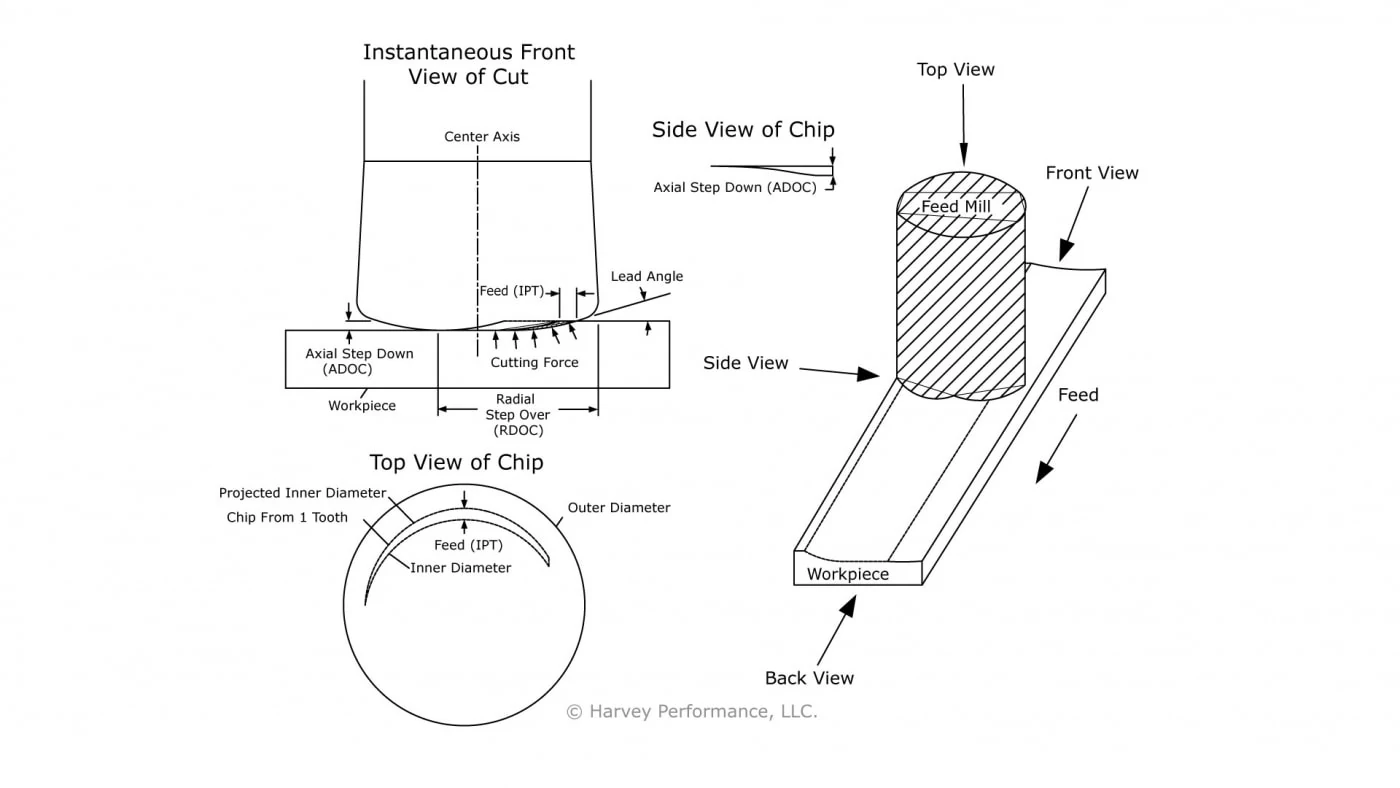
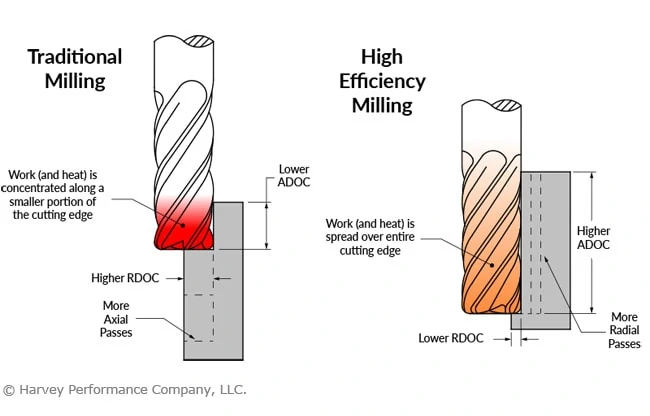
The Spiral-shaped cutting edges on the side of the end mill are called flutes. For high-speed roughing width of cut is usually set at somewhere between 5 and 10 percent of the cutting tool diameter. This results in lower cutting pressures at a given radial depth of cut.
This means a 050-inch end mill will be engaged 0025 to 0050 inch. Mike Schlueter Journeyman since 2017 1 y 025-050. Vibration dampening variable flute spacing 45 high helix flute design.
Made of solid carbide these end mills are harder stronger and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Cobalt Roughing End Mills are designed for roughing or hogging large amounts of metal prior to a finish milling operation. I use the Dominator endmills by IMCO.
2 and 4 flutes are the most popular. Roughing End Mills have scallops on the cutting edges which cause the chips to break into smaller segments. Then I replace the cutter without changing any table setup and recut with a 38 mill.
For example the average recommended feed rate for a 050-inch tool is approximately 0002 inch per tooth. Most general purpose end mills use between a 25 and 30 angle where basic sharpness and cutting edge strength is maintained. Roughing End Mills HiTex-C 6 Flute Rougher Increased Core for Strength and Stability in Cut Fine Pitch Serrations for Chip and Form Control High Temp Alloy Specific Geometry High Temp Alloy Specific Coatings FeRx Variably Indexed Rougher Tool of Choice for Ferrous Roughing Applications Freer Cutting Better Chip Form and Control.
Increasing the helix angle improves stock removal and is useful in machining at increased speeds and feeds. Mm Aluminum alloy A7075 Cast aluminium AC4B. The depth of cut for 12 inch endmill in carbide with mild steal is the dia of the tool.
Depth of cut Revolution min-1 Feed rate mmmin Revolution min-1 Feed rate mmmin Dia. Select a long length end mill when machining a seamless wall on the side of a workpiece or when completing finishing applications within a slot or a pocket and choose a long reach end mill when a continuous full-depth cut isnt required. Choose the proper chip load factor CLF based on the radial depth of cut.
By doing it this way I have found that the slots. They are designed to remove large amounts of material quickly and more efficiently than standard end mills. Climb cut is recommended for side milling.
The distance between scallops is referred to as pitch. I run 600SFM 006 IPT at up to 900 depth with a 750 endmill on F22 and A105. This setting will impact RCT calculations as well.
Flutes provide an empty path for the cutting chips to escape from when the end mill is rotating in a workpiece. End Mills have either 2 3 or 4 flutes per bit. As for cutting slots with end mills I have always found most success using a two stage cut.
Roughing end mill Short cut length 3 flute For aluminium alloy Corner radius roughing end mill Short cut length 3 flute For aluminium alloy.

Kor Series End Mills Dynamic Milling Vs Conventional Milling Youtube

Endmill Selection Guide Redline Tools Redline Tools

End Mills The Essential Beginners Guide

Increasing Material Removal Rates Rate Material Turn Ons
The Secret Mechanics Of High Feed End Mills In The Loupe
Basic End Mills Technical Information Msc Industrial Supply Co

8 Ways You Re Killing Your End Mill In The Loupe
8 Ways You Re Killing Your End Mill In The Loupe

End Mill An Overview Sciencedirect Topics
8 Ways You Re Killing Your End Mill In The Loupe

Selecting The Right Plastic Cutting End Mill In The Loupe

Tooltypes Hardmetal Jpg

Check Out Our New 6 Flute Endmill End Mill Milling Machine Cnc Programming

7 Tips For Choosing The Right End Mill For The Job M M Sales Equipment
4 6 Flute High Feed End Mills Epic Tool

End Mills The Essential Beginners Guide

Hanzel 5 Things Should Know How To Selecting End Mill
End Mill An Overview Sciencedirect Topics

End Mills The Essential Beginners Guide